نیتراسیون سیلندر و مارپیچ ( ماردون )
نیتراسیون سیلندر و مارپیچ
برای تولید محصولات پلیمری مختلف از فرایندهای قالب گیری اکستروژن و تزریق استفاده می شود. مواد پلاستیکی معمولی که در معرض فرایندهای اکستروژن قرار می گیرند عبارتند از پلی اتیلن (PE) ، پلی پروپیلن (PP) و نایلون (پلی آمیدها) میباشد. این مواد پلاستیکی غالباً دارای اجزای ساینده مانند قطعات فلزی یا شیشه ، پرکننده های تقویت کننده برای افزایش دوام و سایر خواص منحصر به فرد می باشند.
مواد افزودنی مانند فلز و شیشه باعث ساییدگی شدید ابزارهای مورد استفاده برای تشکیل پلاستیک می شوند. ماشین آلات یا اجزای آنها که برای انجام چنین فرایندهایی استفاده می شوند در معرض بسیاری از چالش های عملکردی قرار دارند که نه تنها به دلیل سایش شدید، بلکه همچنین افزایش دما و خوردگی در حین کار آن ها ایجاد می شود.
یکی از راه های سخت کاری سطح سیلندر و ماردون، نیتراسیون بوده که در این نوع سخت کاری، آلیاژ به کار برده شده برای ساخت دستگاه باید حاوی یک درصد آلومینیوم باشد که این فلز سبب نفوذ آسان نیتروژن در سطح فلز اکسترودر میشود در سطح ماردون باید 0.7 میلی متر نیتراسیون صورت بگیرد به همین منظور در کارخانه ها ماردون به مدت 150 ساعت درون کوره قرار میگیرد و در فشار و دمای معین آمونیاک تزریق میگردد.

نیتراسیون سیلندر و مارپیچ
چنین ابزارهای فرایندی به ویژه پیچ های اکسترودر، در معرض شرایط کاری بسیار شدید قرار می گیرند. روش های مهندسی سطح مانند شعله و سخت شدن القایی می توانند تنها ساده ترین مشکلات ابزار ، به ویژه آنهایی که مربوط به سایش خفیف هستند را کاهش دهند. پوشش های مختلف و مواد جوش داده شده نیز برای کاهش سایش استفاده می شود.
آلیاژهایی که برای جوشکاری سطحی پیچ های اکسترودر مانند Stellites (پایه کبالت) و Colmonoys (بر پایه نیکل) استفاده می شوند دارای خواص مکانیکی و ضد خوردگی بسیار خوبی هستند ، اما نسبتاً به مواد پیچ پایه چسبندگی ضعیفی دارند. به طور مشابه ، وقتی از آبکاری برای این منظور ، به ویژه کروم استفاده می شود، ضرایب انبساط حرارتی متفاوتی نسبت به فولاد پایه دارد و ممکن است در دمای بالا از سطح لایه برداری شود. پوشش های PVC را می توان با موفقیت برای اجزای کوچک استفاده کرد، اما برای پیچ های بلند یا سیلندرهای اکسترودر نمی توان از آن استفاده کرد زیرا تجهیزات موجود دارای قابلیت های بسیار محدود هستند.
پیچ ها مهمترین اجزای اکسترودر هستند. مشکلات شدید سایش پیش روی پیچ های اکسترودر را می توان به راحتی با استفاده از عملیات ترموشیمیایی مانند یون/پلاسما و نیتریدینگ گاز برطرف کرد. پیچ های کوتاه را می توان به راحتی تحت گاز نیترید قرار داد، اما پیچ های با طول قابل توجه باید یون/پلاسما نیترید شوند. بلند آسان است.
اگرچه متداول ترین فولادها برای ساخت پیچ های اکسترودر فولادهای AlSI 4140 یا AlSI 4340هستند ، اما سخت ترین کاربردها ممکن است نیاز به استفاده از مواد نیتروژن پذیر بهتر مانند Nit13M ، CPM9V و 38CrMoAlA برای ایجاد سختی سطح بالاتر داشته باشد. اغلب، اجسام بلند معمولاً دارای سطوح خاصی هستند که تحت فرسایش قرار نمی گیرند یا پس از نیتراسیون نیاز به انجام کارهای اضافی دارند و بنابراین، آنها را از مواد خورنده حین فرایند محافظت می کنند. هنگام سفت شدن با نیتریدینگ ، به راحتی می توان به یک محافظ کارآمد دست یافت. سطوح بدون نیاز به سخت شدن را می توان با استفاده از لایههای مکانیکی محافظت کرد، شکل زیر را ببینید.

نیتراسیون سیلندر و مارپیچ
پس از تراش کاری، پیچ ها به صورت جداگانه به مخازن عمودی نیتریدینگ منتقل می شوند. ظروف نیترید کننده Advanced Heat Treat Corp. امکان پردازش چندین پیچ بلند را در یک زمان تا 40 اینچ (بیش از 12 متر) فراهم می کند. پیچ های کوتاه تر را می توان در ظروف دیگر پردازش کرد.
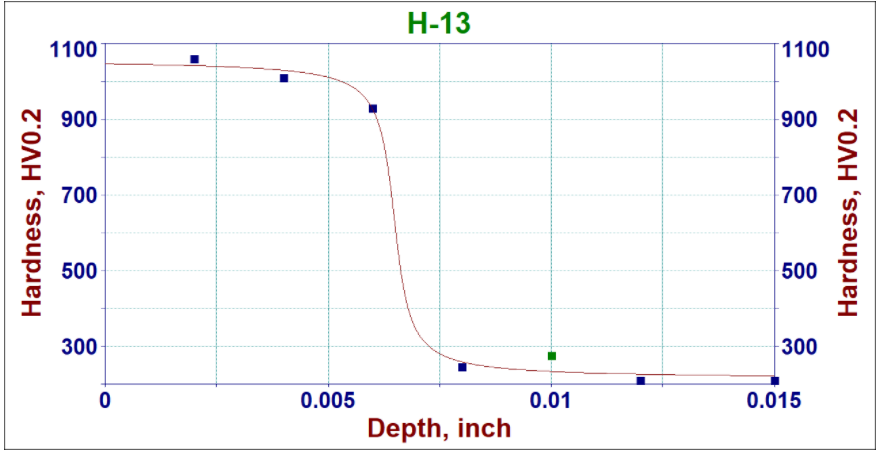
این فرایند در مخلوطی از نیتروژن و هیدروژن انجام می شود. قطعات کاتد و خطوط دیواری آند سبب ایجاد یک ولتاژ بالا میگردد. ولتاژ بالا که بین دو الکترود اعمال می شود، درخششی ایجاد می کند و یون های با انرژی بالا تولید می کند که پیچ های کاتد را بمباران می کند و باعث افزایش دما به 950-1070 درجه فارنهایت (920-570 درجه سانتی گراد) می شود که منجر به واکنش نیتریدینگ می گردد. دمای نهایی فرایند بستگی به مواد اصلاح شده و الزامات عمق نمونه ی مورد بررسی دارد. پس از اتمام فرآیند، سختی پیچ ها با سختی سنج قابل اندازه گیری می شود.
لایه های نیتریدی تشکیل شده در پیچ ها حاوی نیتریدهای کروم CrN هستند و بنابراین از نظر حرارتی بسیار پایدار هستند و می توانند در دمای بالا مورد استفاده قرار گیرند. سختی و عمق پیچ ها به مواد بستگی دارد. همانطور که می توان توجه داشت، حداکثر سختی فولادهای Nit135M و 38CrMoAlA بیش از 70 HRc است و بنابراین ، پیچ های ساخته شده از این مواد می توانند در معرض سایش شدید قرار گیرند. تجهیزات مورد استفاده Advanced Heat Treat Corp. امکان پردازش پیچ های طولانی (یا شفت ها را در این مورد) فراهم می کند.
نوشته شده توسط تیم تولید محتوا گروه مهندسی و ماشین سازی کشاورز