فرایند بایمتالیک بر روی سیلندر و مارپیچ
در این مقاله به بررسی فرایند بایمتالیک بر روی سیلندر و مارپیچ می پردازیم. شما عزیزان هرگونه سوال و راهنمایی ای در زمینه سیلندر و مارپیچ ها داشته باشید میتوانید با همکاران ما در گروه ماشین سازی کشاورز تماس گرفته و از راهنمایی و مشاوره های رایگان بهره مند شوید.
فرایند بایمتالیک بر روی سیلندر و مارپیچ : مقدار و نوع پودر و برند پودر مورد توجه قرار بگیرد . به محض اینکه برند پودر مورد استفاده ذکر شود غالبا” یک برند آمریکایی که در شانگهای تولید شود را مطرح می کنند. دقت شود در هنگام انجام پروسه بایمتالیک دقیقا” این پودر یا هر پودر مورد نظر استفاده شده برای انجام پروسه بایمتالیک روشهای مختلف وجود دارد :
1-7- روش دستی : این روش بیشتر به مهارت فردی بستگی دارد . در این روش مارپیچ را که قبلا” شیار بر روی گامها ایجاد شده بر روی غلطک قرار می دهند و با یک روش پودر را روی شیار ذوب می کنند و با دست دیگر مارپیچ را می چرخانند . در این روش مارپیچ بیشتر گرم نمی شود .
2-7- روش نیمه اتوماتیک : در این روش مارپیچ بر روی یک دستگاه ساده نصب می شود همزمان در داخل یک هیتر برقی استوانه ای شکل با موتور قابل تنظیم می چرخه و جوشکاری روی شیارها را با پودر مذاب شده پر می کند . این روش فرایند جوشکاری را بهتر انجام می دهد و از کیفیت بالاتری برخوردار است .
3-7- روش تمام اتوماتیک : این روش ، روش کاملتری است و فرآیند بطور دقیق تر وعلمی تر انجام می شود .کلیات مشابه روش دوم است با این تفاوت که جوشکاری نیز بطور اتوماتیک انجام می شود و استاد کار نقش در جوشکاری ندارد و فقط اپراتوری دستگاه و بازو وبسته کردن مارپیچ را انجام می دهد.
– در روشهای انجام پروژه بایمتالیک برای سیلندرها :
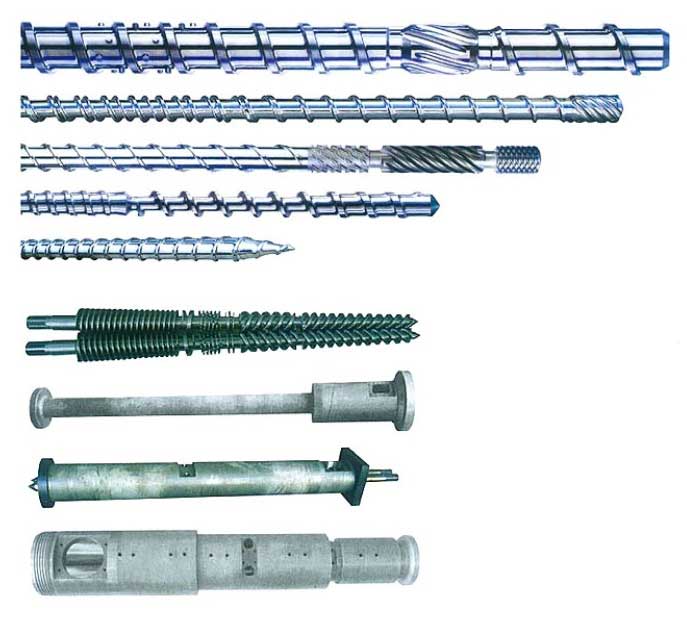
بعضی از تولیدات نیازمند سختی فوق العاده زیاد هستند که عمر سیلندرو مارپیچ بیشتر شود . در مصنوعاتی که فیلر ( مانند کربنات کلسیم ) درصد بالاییدارند (بالای 50% حتی تا 90%) نیاز است برای سیلندرها هم با فرایند بایمتالیک سختی کار می شوند . سیلندرهای تک قلو یا تک مارپیچ راحتر بایمتالیک می شوند . آنها را در آون چرخنده قرار می دهند و با ریختن پود داخل سیلندر و چرخاندن آن ، پودرذوب شده و بطور یکنواخت در دیواره سیلندر جوش می شود .ودر سیلندرهای دوقلو موازی( parallel ) هم فرایند بایمتالیک به همین روش انجام می گیرد ولی در سیلندرهای کونیکال دوقلو کار کمی پیچیده تر است .
در اکسترودرهای دوقلو کونیکال چون فشار تولید شده در قسمت انتهایی سیلندر وجود دارد لذا ضمن اینکه قسمت انتهایی مارپیچ هارا بایمتالیک می کنند لذا همینطور قسمت انتهایی سیلندرهارانیز بایمتالیک می کنند روش بایمتالیک کردن این سیلندرها به گونه ای است که تعدادی شیار موازی با طول سیلندر در قسمت انتهایی جدار داخلی سیلندر انتها قسمت طاقی سیلندر ایجاد می کنند واین شیارها رابه صورت دستی یا اتوماتیک باپودر بایمتالیک جوشکاری می کنند .
البته روش دیگری هم هست که بهترین روش محسوب می شود ولی قیمت تمام شده سیلندر را بالا می برد . این روش پلاسما است که کل قسمت طاقی جلو سیلندر رابصورت یکنواخت و بطور اتوماتیک جوشکاری می کند .
* نکته : شاید این سوال در ذهن شما بوجود آید که چرا قسمت طاقی انتهای سیلندر جوشکاری می شود ؟
لازم به توضیح است که سیلندر و مارپیچ های دوقلو کونیکال مخلوطی شکل عمدتا” برای مصنوعات پی وی سی مانند لوله ، پانل دیوارپوش ، چوب پلاست ، گرانولهای نرم و سخت ، پروفیلهای درب و پنجره و بسیاری مصنوعات دیگر کاربرد دارند . مواد پی وی سی پس از مذاب و میکس شدن به سمت انتهای سیلندرحرکت می کند و به خاطر ساختار مخروطی شکل آن مواد خروجی انتهای مارپیچ ها را به سمت بالا فشار می دهد و لذا لازم است قسمت بالای انتهای سیلندر با پروسه بایمتالیک سخت کاری می گردد . به عکس زیر دقت فرمایید : در این عکس تخریب ایجاد شده درقسمت بالای سیلندرمی باشد که بدلیل فوق ایجاد شده است .
گروه مهندسی و ماشین سازی کشاورز با سابقه بیش از ۳۰ ساله و با دانش مهندسی تنها وارد کننده سیلندر و مارپیچ با نقشه ، طراحی، کیفیت ، پخت و عمر طولانی است. و دارای تجربیات طولانی در زمینه ساخت ماشین آلات خط تولید لوله های پلی اتیلن بوده و دستگاههای ساخته شده توسط این گروه مورد توجه و استفاده بسیاری از تولید کنندگان قرار گرفته است.