بخش های مختلف سیلندر و مارپیچ (ماردون)
بخش های مختلف سیلندر و مارپیچ ؛ نزديك به يك قرن است، اكسترودرهای تكپيچی برای فرايند پليمرهای گرمانرم عرضه شده و در طول اين زمان پيشرفت های شايان توجهی در آنها حاصل شده است. قيمت كم، طراحی ساده و عملكرد مناسب اين دستگاه سبب استفاده اين ماشين در بسياری از فرايندهای شكلدهی مانند توليد فيلم، لوله، پروفيل و الياف شده است. دو مشخصه مهم اين اكسترودرها اندازه قطر سيلندر و نسبت طول به قطر (L/D) است. قطر معمول سيلندر برای بيشتر اكسترودرها در محدوده 25 تا 150 میلیمتراست. اندازههای استاندارد اروپايی برای قطر سيلندر عبارت از 25، 30، 35، 40، 50، 60، 90، 120، 200، 250، 300، 350، 400 و 500 میلیمتر است. مقدار نمونه برای نسبت طول به قطر بين 20 تا 30 بوده كه معمول ترين آنها 24 است.
پیچ اکسترودر شامل بخشهای مختلف زیر میشود:
- انتقال جامد
- نرم شدن و ذوب شدن
- انتقال مذاب یا پمپ کردن یا سنجش
- گاززدایی
- اختلاط
- شکلدهی
بايد به اين نكته توجه داشت كه هدف از اين كار تقسيم كردن اكسترودر به بخشهای مختلف به شكل مجزا نيست، زيرا اين بخشها از نظر كاركرد با يكديگر در ارتباط هستند. مرزهای مشترك اين بخشها با تغيير شرايط فرايند يا خواص مواد میتوانند جا به جا شوند. به عنوان مثال، در ناحيه انتقال مذاب مقداری اختلاط نيز انجام میگيرد كه به وجود همپوشانی ميان اين دو ناحيه اشاره میكند. به بيان ديگر بخشهای مختلف پيچ از نظر هندسی كاملا مشخص هستند و به طور مجزا و بدون هيچ گونه همپوشانی در كنار يكديگر قرار میگيرند. اين در حالي است كه از نظر عملكرد ممكن است همپوشاني هايي وجود داشته باشد.
انتقال جامد در بخش های مختلف سیلندر و مارپیچ :
ناحيه انتقال جامد در اكسترودر تك پيچی از زير قيف تغذيه شروع شده و تا چند برابر قطر پيچ در اكسترودر ادامه میيابد. اولين نشانه از پليمر مذاب تا حدود فاصله 3 تا 4 برابر قطر پيچ از قيف تغذيه مشاهده نمیشود. از آنجا كه سازوكار انتقال جامد در قيف تغذيه و كانال پيچ كاملا با هم متفاوتند، فرايند انتقال جامد به دو بخش انتقال جامد در قيف تغذيه و انتقال جامد بر اثر جريان درگ در پيچ اكسترودر دسته بندی میشود.
در بخش انتقال جامد در قيف تغذيه سازوكارهای مختلفی وجود دارد كه مهم ترين آنها و عبارت از انتقال جامد بر اثر نيروی وزن و خوراكدهي اجباری كنترل شده است. در سیستم اکستروژن نيروی اصطكاك روی ديواره سيلندر، نيروی اصلی جلوبرنده مواد جامد است و نيروی اصطكاك روی پيچ مانع اصلی در برابر حركت مواد جامد است. اگر نيروی اصطكاك روی سيلندر وجود نداشته باشد، هيچ انتقال موادی به جلو انجام نمیگيرد و اگر نيروی اصطكاك روی پيچ صفر باشد، مقدار انتقال جامد بيشينه است.
ذوب شدن یا نرم شدن
دومين ناحيه عملكرد اكسترودر تك پيچی موسوم به ناحيه نرم شدن يا ذوب شدن است. اين ناحيه از اولين مكانی كه مذاب مشاهده میشود، شروع شده كه معمولاً بين 3 تا 5 برابر قطر پيچ از سوراخ خوراك دهی است. از آنجا كه بيشتر گرمای توليد شده اصطكاكی در ناحيه انتقال جامد به طور عمومی در سطح مشترك جامد-سيلندر اتفاق میافتد، اولين نشانه های مذاب معمولاً روی سطح سيلندر مشاهده می شود.
بايد توجه داشت، برای شروع ذوب شدن پليمر هيچ لزومی به داشتن دمای بيشتر از دمای ذوب روی سيلندر وجود ندارد و دمای ميان سطح مشترك بستر جامد و سيلندر كاملا با دمای سيلندر متفاوت است. انرژی برای ذوب شدن مواد جامد از دو منبع گرمكنهای الكتريكی متصل به سيلندر وگرمای اتلافی تأمين میشود. معمولاً سهم گرمای اتلافی بيشتر و حدود % 70-90 و سهم گرمكن های الكتريكی متصل به سيلندر حدود % 10-30 است.
اين نكته را بايد مد نظر داشت، گرمای اعمال شده به وسيله گرمكن های الكتريكی متصل به سيلندر برای رسيدن به بستر جامد مجبور به انتقال از راه رسانش از تمام صفحه های سيلندر و فيلم مذاب است. مشكلاتی كه در اين انتقال گرما وجود دارد، باعث اتلاف قابل ملاحظه گرما از راه رسانش، جا به جايی و تابش میشود و شايد مشكل بزرگتر ديگر رسانايی گرمايی كم مواد پليمری است،
به اين صورت كه گرما اعمال شده مجبور به انتقال از تمام ضخامت فيلم مذاب بوده و بنابراين شار رسانايی گرمايی بسيار كم است. با پيشرفت ذوب شدن ضخامت فيلم مذاب اوليه كه در سطح سيلندر تشكيل شده است، زيادتر میشود. اين مطالب برای مراحل اوليه ذوب شدن بسياری از پليمرها صادق است. زيرا، فيلم نازك مذاب در معرض برش با سرعت زياد قرار دارد و باعث افزايش سريع دمای مواد و سرعت بيشتر ذوب شدن میشود.
ذوب نشدن كامل مواد در بخش نرم شدن میتواند كل عمليات اكستروژن را مختل كند. در بسياری از مواقع كارايی ضعيف ذوب شدن منشأ بروز مشكلات زيادی در اكستروژن میشود. برای اطمينان از ذوب كامل مواد و افزايش سرعت ذوب شدن راهكارهايی در اكسترودر تك پيچی درنظر گرفته شده است.
سادهترين راه، استفاده از پيچهايی با كانال های موازی است. استفاده از پيچ های دوكانالی يا سه كانالی میتواند سطح مشترك جامد و مذاب را افزايش دهد و باعث افزايش سرعت ذوب شدن مواد شود. همانطور كه در شکل زیر مشخص است، سطح مشترك مذاب و بستر جامد در دو يا سه كانال وجود دارد كه می تواند به افزايش سرعت ذوب شدن منجر شود.

پيچ های تك كانالی، دو كانالی و سه كانالی
انتقال مذاب ذر بخش های مختلف سیلندر و مارپیچ
ناحيه انتقال مذاب در اكسترودر تك پيچی درست در جايی شروع میشود كه ذوبشدن پليمر كامل شده باشد. ناحيه انتقال مذاب به پمپ كردن نيز موسوم است، زيرا در اكثر مواقع پليمر مذاب مجبور به انتقال در جهت عكس فشار حاصل از دای هستند. گاهی اين ناحيه با نام سنجش خوانده میشود كه دليل اين نام گذاری اين است كه خروجی نهايی پيچ به وسيله اين بخش مشخص میشود و با تغيير طراحی اين بخش میتوان خروجی نهايی را تنظيم كرد.
پيچ اكسترودر تك پيچی كه شامل سه بخش خوراكدهی، ذوب شدن و انتقال مذاب بوده موسوم به پيچ استاندارد است. نسبت تراكم كه در واقع نسبت عمق در بخش خوراكدهی به عمق در بخش انتقال مذاب بوده CR= Hf/Hm دارای بازه 2 تا 4 است.

بخش های مختلف سیلندر و مارپیچ
اصلاح پيچ استاندارد: (الف) پيچ با گام متغير افزايشی، (ب) پيچ با گام متغير كاهشی، (ج) پيچ با كانال اضافه در بخش خوراكدهی، (د) پيچ بدون بخش سنجش و (هـ) پيچ بدون بخش خوراكدهی و سنجش
پيچ با كانال اضافه در بخش خوراكدهی
اضافه كردن كانال در بخش خوراكدهی از نوسان های فشاری جريان مواد جلوگيری میكند. تعداد كانال ها معمولاً دو كانال است و مزيت ديگر اينكه با توازن نيرو در طول پيچ از تاب برداشتن آن جلوگيری میكند. بايد درنظر داشت، با اضافه كردن كانالی ديگر سطح تماس مواد جامد و پيچ زياد میشود كه روی انتقال جامد در اين بخش اثر منفی دارد.
بخش اختلاط
پيچ استاندارد قابليت كمی برای اختلاط نشان میدهد و زمانی كه همگن بودن مذاب يا اختلاط چند جزء در اكستروژن مدنظر باشد، هرگز نمیتواند اين نيازها را پوشش دهد. برای افزايش كيفيت اختلاط در پيچ استاندارد روش هايی مانند بلندتركردن طول پيچ، استفاده از توری های ريز در بخش جلويی اكسترودر برای به عقب راندن مواد و خنك كردن پيچ مدنظر قرار گرفت، اما هيچ يك از اين روش ها پيشرفت چشم گيری را به دنبال نداشتند.
گاز زدایی
پيچ های مجهز به بخش گاززدايی برای خارج كردن پيوسته گازها و مواد فرار از مذاب پليمر در اكسترودر تك پيچی استفاده میشوند. خارج كردن مونومرهای باقیمانده از واكنش های پليمرشدن، هوا در پليمرهای حاوی پركننده، رطوبت جذب شده در پليمرهای نمگير و حلال در پليمرشدن حلالی میتواند به وسيله پيچ مجهز به گاززدايی انجام شود.
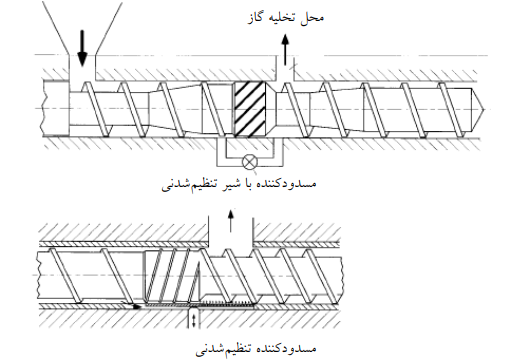
خارج كردن آب از پليمرهای نمگير مانند PA ،ABS ،PC و PET شايد معمول ترين كاربرد پيچ های دارای بخش گاززدايی باشد. طراحی های بسيار زيادی برای بخش گاززدايی پيچه ای وجود دارد كه متداول ترين آن ها پيچ های دومرحله ای هستند و طرحواره اين پيچ در شکل زیر ارائه گردیده است. همانطور كه در اين شكل ديده میشود، حداقل پنج بخش با هندسه كاملا متفاوت در اين طراحی وجود دارد.
سه بخش اول مشابه با پيچ استاندارد بوده و شامل خوراكدهی، ذوبشدن و سنجش است. پس از بخش سنجش واحد گاززدايی وجود دارد كه شامل بخشهای فشارزدايی مذاب، استخراج و واحد تراكم است. پس از اين بخش واحد سنجش ديگری قرار می گيرد كه وظيفه پمپ كردن مواد به سمت دای را برعهده دارد. دو عامل مهم در بخش استخراج، وجود فشار صفر و ذوب كامل مواد در آن است.
وجود فشار صفر برای جلوگيری از خروج مذاب از بخش باز سيلندر است. در بيشتر مواقع از پمپ خلأ برای تسهيل خروج مواد فرار استفاده میشود. ذوب ناقص مواد می تواند باعث اختلال در ايجاد خلأ هنگام استخراج شده و همچنين از نفوذ گاز به سطح پليمر و خارج شدن آن جلوگيری كند. عمل گاززدايی به وسيله پديده نفوذ گاز از ميان مذاب پليمری كنترل می شود و وجود مواد ذوب نشده و جامد میتواند سرعت اين نفوذ را كم كرده و بر كارايی گاززدايی اثر منفی بگذارد. بخش های مختلف سیلندر و مارپیچ

بخش های مختلف سیلندر و مارپیچ